1 前言
電泳涂裝線有很多水洗工藝,也是大量使用水、消耗水的工藝過程。隨著我國大范圍內(nèi)水資源的短缺和建設(shè)節(jié)約型社會的需要,以及環(huán)保、污水排放等法規(guī)日益受到重視,污水處理費用也日漸上升,電泳涂裝線如何合理制定水洗工藝,在保證工件清洗質(zhì)量的前提下合理使用水,**大程度地降低水的消耗和污水排放,提高水的利用率,是一個越來越受到重視的問題。
2 電泳涂裝的水洗
電泳涂裝線常規(guī)的工藝設(shè)計為:預(yù)清洗(噴淋)→預(yù)脫脂→脫脂→水洗(噴淋)→水洗(浸漬)→表調(diào)→磷化→水洗(噴淋)→水洗(浸漬)→循環(huán)純水洗(噴淋)→純水洗(浸漬)→干凈純水噴淋→電泳→0次噴淋→循環(huán)超濾水洗1→循環(huán)超濾水洗2→循環(huán)超濾水洗3→干凈超濾液清洗(噴淋)→純水洗→干凈純水噴淋。在電泳涂裝中,主要的水洗工藝為脫脂前后、磷化后、電泳后的各道水(超濾液)洗。在實際涂裝線上,由于工件形狀、要求或設(shè)備投資因素各不相同,各水洗工藝的水洗工序個數(shù)、工作方式可能有所不同,有噴淋、浸漬,或噴浸結(jié)合。
2.1 脫脂前、后的水洗
2.1.1工藝說明
預(yù)清洗工序一般采用大流量的噴淋方式,也稱“洪流清洗(flood)”。預(yù)清洗槽用來沖洗復(fù)噴的工件、新脫除涂層后的掛具(為了保證良好的導(dǎo)電性)、久置的落滿灰塵毛絮的工件等,同時除去工件上所帶的焊渣、顆粒等,以降低脫脂槽的污染程度,減輕后續(xù)工序的過濾負(fù)荷及過濾袋的更換頻次,并防止噴淋管道噴嘴的結(jié)垢堵塞。預(yù)沖洗槽的水位保持極低,能維持水的循環(huán)即可,因懸掛不牢固沖落的工件可以及時從預(yù)沖洗槽中揀出。此工序在以前的電泳涂裝線設(shè)計中一般沒有,但是近幾年涂裝水平發(fā)展的需求,已越來越多地在新建涂裝線中設(shè)置。從實際使用情況看,對電泳涂裝質(zhì)量的提高、設(shè)備的管理等均帶來較多的好處。在有的汽車涂裝線上,甚**在上線前還有人工用高壓水槍以約0.6MPa的壓力對工件進(jìn)行沖洗。
(2)脫脂后的水洗工序
主要是清洗干凈工件表面、內(nèi)腔等所攜帶的脫脂液及其它雜質(zhì),防止工件帶液串槽,污染下道工序,影響處理質(zhì)量。一般脫脂后有1道或2道水洗,可以采用噴淋,也可以采用浸漬(如果僅有l(wèi)道洗,要求用浸漬水)。在設(shè)計中,值得注意的是,脫脂后的工件到水洗的間隔時間不可太長,也就是說在進(jìn)入水洗工序前,既要保證工件有充分瀝液時問,也要保證脫脂后工件表面不能出現(xiàn)大面積的干燥現(xiàn)象。工件水洗后到進(jìn)入下道工序之問的間隔時間也不可太長,防止工件出現(xiàn)返銹現(xiàn)象,影響后續(xù)處理質(zhì)量。另外,水洗槽的設(shè)計底部應(yīng)有傾斜角,或者其它設(shè)計形式,以保證少量沉淀匯聚到底部排污管口,利于清槽洗槽。現(xiàn)在大多數(shù)汽車涂裝線已在水洗循環(huán)管路上安裝過濾器,有的汽車涂裝線還加裝旋風(fēng)式分離器和磁性過濾器,可以捕捉95%的20mm以上的鐵粉顆粒物,可以大幅度減少工件涂層表面的顆粒、灰粒等弊病。同時有助于清洗后的工件在出水洗槽后沒有異物附著、二次污染等狀況。
2.1.2 用水的管理
工件的清洗質(zhì)量如何,除了設(shè)備因素外,與清洗用水的水質(zhì)也有很大關(guān)系。為了提高清洗質(zhì)量,需要對清洗水不斷地更換、更新,因此也是用水及排水的重要部分。
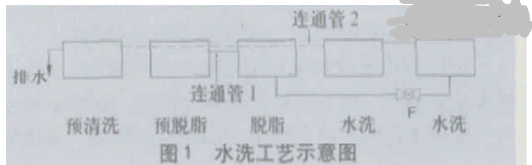
如圖1所示,要做到合理用水一般在預(yù)脫脂槽、脫脂槽之間有連通管l外,在預(yù)清洗和水洗槽間增加連通管2,并保持水洗槽的液面高于預(yù)沖洗槽的液面。在水洗槽循環(huán)管路上增加一個引水支管,通過閥門F控制,可以將水洗槽內(nèi)的水加到脫脂槽內(nèi)。僅在**后一道水洗槽配備自來水加水管,撤消其它槽上的自來水加水口。通過閥門控制可以用水洗槽內(nèi)的水補(bǔ)充脫脂槽,或經(jīng)脫脂槽補(bǔ)充到預(yù)脫脂槽(脫脂槽液因高溫蒸發(fā)和工件消耗攜帶而減少),也可以用來配制脫脂槽溶液,沖洗預(yù)脫脂槽和脫脂槽。日常靠水位高度差通過連通管2補(bǔ)充預(yù)清洗槽所需要的清洗水,并經(jīng)預(yù)清洗槽排放,完成水的多重循環(huán)利用。
2.2 磷化后的水洗
2.2.1 水洗工藝
磷化后的水洗主要是為了清洗干凈工件表面、內(nèi)腔所帶有的磷化液、磷化渣、金屬離子及其它雜質(zhì)離等,同時保證工件清洗后的滴水電導(dǎo)率滿足
電泳槽對入槽工件的要求,防止對
電泳槽液帶來污染。工件清洗的效果直接影響到電泳涂裝的質(zhì)量和
電泳槽液的穩(wěn)定性。磷化后的水洗一般有自來水噴淋清洗、自來水浸漬清洗、純水浸漬清洗、純水噴淋洗、干凈純水噴淋清洗等各道工序。
在設(shè)計中,一般工件出磷化槽后會有磷化液的噴淋管路,用以初步清洗工件表面的磷化渣,這點在實際使用中證明是能起到比較好的效果的。磷化后的**道水洗一般設(shè)計為噴淋方式工作,達(dá)樣,槽體體積一般比較小,以方便更新水洗水,提高清洗效果。在設(shè)計中,也應(yīng)注意工件在進(jìn)入電泳槽前,外表面不要出現(xiàn)半干半濕的情況,以免產(chǎn)生漆膜弊病。如果出現(xiàn)此類問題,建議在入槽前增加工件的增濕或吹千工序及其設(shè)備。對丁各水洗槽,建議也安裝過濾裝置。對防止工件上吸附磷化渣,避免工件表面出現(xiàn)顆粒、灰粒等有很多好處。#p#分頁標(biāo)題#e#
2.2.2 用水的管理
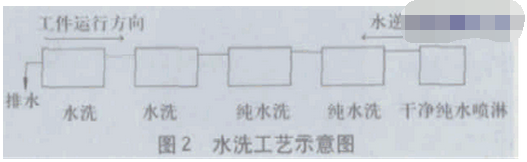
從圖2可以看到,磷化后到電泳前的水洗工藝,各槽均有連通管,應(yīng)采用逆向補(bǔ)水的方式,提高水的利用率。干凈純水噴淋工件后,清洗水回到純水洗槽,純水洗槽水溢流到前面自來水洗槽,然后再溢流到前面自來水噴淋水槽,通過噴淋水槽排放,實現(xiàn)水的重復(fù)利用。通過檢測各槽水的pH值、電導(dǎo)率等控制清洗水的排放和更換。日常生產(chǎn)管理中,在需要全部更換純水洗槽時,可以用純水洗槽的水置換自來水洗槽,或者在更換自來水洗槽時,用純水槽里的水沖洗自來水槽。
2.3 電泳后的水洗
電泳后水洗主要清洗干凈工件內(nèi)外表面浮漆、夾層內(nèi)的漆液,提高漆膜外觀質(zhì)量,回收漆液,提高漆液的利用率。工件從電泳槽不可避免地會帶出部分漆液,這部分涂料如果經(jīng)水洗后作為廢水直接排放,既加重了廢水處理的負(fù)荷,亦大大降低水涂料利用率,相應(yīng)增加了涂裝成本。而利用超濾液作為水洗水,可實現(xiàn)封閉式循環(huán)清洗,提高涂料利用率,減少廢水排放量,節(jié)約純水用量。
電泳后水洗系統(tǒng)從工藝選擇上可以有多級選擇,從理論上說,超濾水洗段數(shù)越多,涂料回收效率就越高。但是,實際生產(chǎn)中并非超濾水洗段數(shù)越多越好。因為每增加一級超濾水洗,設(shè)備長度、設(shè)備投資成本及運行成本均隨之提高,而涂料回收效率的提高卻是有限的,在設(shè)計超濾水洗級數(shù)時,應(yīng)綜合考慮幾個方面的因素,通常選用三級超濾水洗即可達(dá)到滿意的效果。
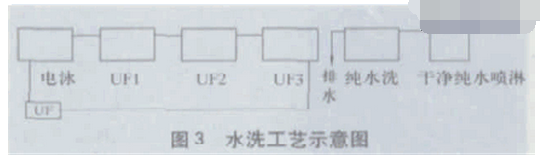
如圖3所示,在布置涂裝線電泳后的水洗工序時,大都采用噴洗和浸洗相結(jié)合的方式,而且比較多的采用由2級噴洗和l級浸洗組成的3級循環(huán)水洗和l級干凈水洗。由于3級循環(huán)水洗有3種布置方式,即噴—浸—噴、浸—噴—噴和噴—噴—浸。根據(jù)Ted Mooney理論計算,要達(dá)到相同的清洗效果,耗水量與采用的工作布置方式無關(guān)。但從實際情況看,只要工件上附帶的雜質(zhì)經(jīng)過較長時間而不**于變得難于清洗,為了便于生產(chǎn)控制,浸洗工序應(yīng)盡可能放在**后。因此,建議選用噴—噴—浸這種布置方式。
當(dāng)然,工件清洗的效果和回收效率的高低還同電泳超濾設(shè)備超濾液的透過量有關(guān),隨著超濾液透過量的增加,工件的清洗效果、涂料的回收效率明顯提高。但不意味著超濾液透過量越大越好。因為超濾液透過量越大,相應(yīng)的超濾設(shè)備投資就越高,且當(dāng)超濾液透過量增加**一定程度時,回收效率的變化趨勢趨于平緩。通常保持涂料回收效率達(dá)到95%即可,而不必為片面追求極高的回收效率而增加不必要的投資。一般,超濾器透過量選擇按照每平方米工件需要(1.3~1.8)L超濾液來計算。超濾水洗后,工件還需要純水清洗,一般有純水浸洗,再加上一道干凈純水噴淋清洗工序,也是采用逆向流動重復(fù)利用水,即干凈純水清洗工件后,返回到純水洗槽,然后通過純水槽溢流排出。
上述工藝,還有部分清洗水排放,但是超濾設(shè)備和專用反滲透設(shè)備組合(即EDRO)應(yīng)用于電泳涂裝后沖洗,組成徹底的完全閉路清洗,也越來越被廣大涂裝線所接受,特別是環(huán)保日益嚴(yán)格的今天,其應(yīng)用價值越來越大。
3 結(jié)語
電泳涂裝的水洗工藝與水的使用,對于提高清洗質(zhì)量和節(jié)約用水、降低成本等有重要影響。通過合理制定清洗工藝、管理方法,可以改變過去水的加入靠水管的壓力或人工控制,也可以改變水的用量由工藝規(guī)定按時排放等做法。通過制定清洗用水的檢測指標(biāo)及方法,制訂合理的水質(zhì)范圍,并使之適應(yīng)不同工件的涂裝生產(chǎn),在保證涂裝質(zhì)量的前提下可以提高水的重復(fù)利用率,節(jié)約用水,降低涂裝成本。




